【2026年最新】エアプレスのおすすめメーカーを比較!選び方や原理、メリット・デメリットも解説
工業用のプレスには多くの種類がありますが、クリーンでコストパフォーマンスが高いエアプレスが注目されています。導入するにあたり、原理や仕組みを理解しておくと、現状の問題や課題を解決できる可能性が高まります。
また、エアプレスにさまざまなセンサーを導入して、システム面を整備すればDX(デジタルトランスフォーメーション)化も可能です。慢性的なトラブルやチョコ停の削減ができ、生産性向上が見込まれるでしょう。
そこで、本記事ではエアプレスの原理や仕組み、DX化へのつながりを紹介します。くわえて、エアプレスを製造・販売するおすすめメーカーについても触れていきます。
目次
最近の更新内容
2026/3/17更新 コンテンツの一部修正
2026/3/5更新 コンテンツの一部修正と追加
2026年最新情報:進化するエアプレスと業界トレンド
シンプルな構造のエアプレスは、現場課題に合わせて着実に進化しています。最近の動向を3点に絞って紹介します。
- 省エネ・脱炭素への貢献:エネルギー効率の高い空圧機器やエアセービング回路を備えたモデルが増加。エア消費の最適化と設備のエネルギーKPIの可視化で、ランニングコストと環境負荷の低減が両立しやすくなっています。
- センサー搭載によるスマート化と予知保全:ロードセル(荷重)と変位センサを組み合わせて荷重×変位の波形を常時監視・記録。OK/NG判定の精度向上やトレーサビリティ確保に加え、異常兆候の検知による予知保全が実用段階です。
- 電動(サーボ)との棲み分け・ハイブリッド化:高精度な位置決めや荷重制御が要る工程はサーボプレスが有利。一方で、段取り性・コストの面でエアの強みも健在。高速アプローチはエア+精密加圧は電動といったハイブリッド機の活用も進んでいます。
エアプレスとは? 種類や原理・仕組みを解説

そもそもプレス機は大きく以下の4種類に分けられます。
- 液圧式プレス機:油圧(または水圧)でシリンダを駆動するプレス機
- 機械式プレス機:モーター+フライホイールの回転をクランク・リンクで直線運動に変換するプレス機
- サーボ式プレス機:サーボモーターでスライド位置・速度・荷重を高精度に制御するプレス機
- 空圧式プレス機:圧縮空気でシリンダを駆動するプレス機(エアプレス)
※クリックすると該当箇所まで飛びます
圧縮空気を動力源として駆動するプレス機がエアプレスです。ほかのプレス機と比較して、設計や操作方法がシンプルなのが特徴として挙げられます。
大きな力を必要としない場合や、環境面・安全面に配慮したい場合にはエアプレスがおすすめです。
エアプレスの仕組み・原理としては、圧縮空気でシリンダ内のピストンを押し出し、そのピストンに直結したロッドがスライド(ラム)を直接、またはトグル機構(てこの原理)などを介して駆動し、力を金型に伝えます。
押し付け力は一般に数kN〜数十kNのレンジが得意です。より大きな力が必要な場合は、シリンダ径の最適化に加え、トグル機構やエアハイドロブースタなどの増力機構を併用して対応します。
エアプレスを導入するメリットを紹介
単純な圧力だけでいえば、油圧式プレスや機械式プレスなどに劣りますが、エアプレスには下記のメリットがあります。
微調整がきく操作性の高さ
エアプレスは操作性に優れ、ワークに応じた繊細な調整がしやすいのが特長です。段取り時に「攻めすぎない」微妙な当て方ができると、現場のストレスが減ります。
加圧力はレギュレータ(減圧弁)で供給空気圧を調整して設定し、下降・上昇の速度はスピードコントローラ(流量調整)で個別に調整します。ロードセル(荷重)や変位センサを組み合わせれば、精密な圧入・かしめ条件の再現性がさらに高まります。
安全性が比較的高い
圧力が弱いエアプレスは、油圧式や機械式と比較すると比較的安全なプレス機といえます。油圧プレスや機械式プレスは仕様上、大きな力を生み出せるプレス機です。
骨折や切断だけではなく、一歩間違えれば取り返しのつかない事故が簡単に起きてしまいます。しかし、圧力が弱いエアプレスでは、重大事故は比較的起きにくいでしょう。
ただし、エアプレスも強い力を加える加工機であることに変わりないため、絶対に安全とはいえません。設計上、大きな力を発生させるエアプレスでは油圧式や機械式同様に死亡事故のリスクもあります。
また、チョコ停時に操作を誤れば「残圧」によって、指や腕を挟んでしまう恐れもあるでしょう。作業者や現場監督者に安全教育などを徹底し、安全第一で作業させてください。
メンテナンスが容易
エアプレスは、比較的シンプルな構造のプレス機です。
機械設計にもよりますが油圧式・機械式・サーボ式に比べて部品点数が少なく、メンテナンスが容易な特徴があります。
動作時の静音性に優れている
プレス機では、クラッチ音・フライホール回転音・ブレーキ時の作動停止音などが発生します。作業音は、プレス機のサイズや稼働台数に比例して大きくなる傾向です。
遠くで作業音を聞いている場合には気にならないかもしれませんが、作業者の耳には想像以上の大きな負荷がかかります。
騒音対策は作業者の健康と安全のために重要です。厚生労働省のガイドラインでは、85dBを超える騒音環境では音源対策や聴覚保護具の活用などの対策を講じることが求められています。
上記と比較すると、エアプレスは静音性に優れています。コンプレッサーの動作音は避けられませんが、加圧時のプレス機のメカニカルノイズは比較的静かです。
事前に確認しておきたいエアプレスを導入するデメリット

エアプレスはメリットばかりではありません。デメリットもあるため、導入時には自社で検討する必要があるでしょう。主なデメリットは下記です。
エアーを扱う設備では、エルボー・スピコン・レギュレーター・ルブリケータ・シリンダなどからエアー漏れが生じる可能性があります。とくにエアー漏れが起こると、製造品質のばらつきが発生するだけではなく、ムダなエネルギーを消費することになるため注意が必要です。
エアプレスの選び方を解説

エアプレスを選ぶには目的に応じて選定基準が異なります。下記の項目を把握してから導入すべきでしょう。
出力(圧力)
出力(圧力)はエアプレス選定の最重要項目です。一般的に柔らかい素材には低圧力、硬い素材には高圧力を用います。目標押し付け力 ≒ 供給圧力(MPa) × シリンダの実効断面積(N)で概算でき、硬い材料や成形量が大きい場合は20〜30%の余力を見込むと安定します。カタログの推奨エア圧や最大出力は必ず確認しましょう。
ストローク
加工方法により必要となるストローク長は異なり、製品長さの数倍になることもあります。必要行程にクリアランスと金型取付厚みを加味し、可変ストローク・位置決め機構の有無も併せて確認してください。
エアー消費量
導入検討しているエアプレスのエア消費量(NL/min)がどの程度必要かを把握しましょう。コンプレッサの吐出量・圧力・配管径・同時使用台数とのバランスが崩れると、他設備に影響が出ます。サイクルタイムが速い連続運転では瞬間的なピーク消費にも注意が必要です。
ワンポイントアドバイス:購入後に後悔しないためのチェックポイント
エアプレスのDX化で期待できる効果

エアプレスを導入することはDXの推進に効果的です。DXとはITを活用して企業風土の変革を担う活動であり、生産性向上が見込まれます。エアプレスのDX化で得られる成果は下記が考えられます。
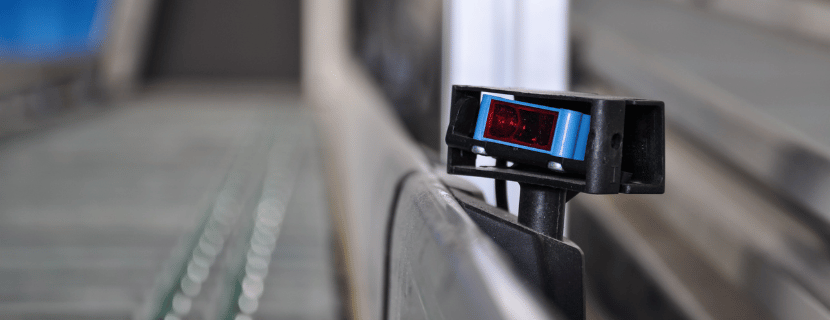
IoTによる見える化
既存の設備やラインでは、リアルタイムでの稼働状況が分かりづらいこともあるものです。そこで、エアプレスにロードセル・変位センサ・圧力センサを設置し、稼働率・サイクル・荷重×変位波形・アラーム履歴・エネルギーKPIを収集します。IO-Linkや各種フィールドネットワーク経由でPLC/クラウドに連携し、閾値監視・傾向分析・トレーサビリティに活用します。
自動化による省人化
少子高齢化の影響により、製造業も慢性的な人手不足に悩まされています。エアプレスのDX化で加工条件をレシピ化し、良否判定を自動化できれば、手動運用の工程も自動化に近づきます。
協働ロボットや搬送装置と連携することで省人化につながり、別の業務に人員を再配置できます。段取りミスの低減やタクト短縮も期待できます。
生産ラインの効率化
エネルギー消費量・稼働率・不良発生率などをデジタル化すれば、工程内のムダを即座に見つけることができます。エア消費と品質指標の相関を見える化すると、リークや条件ズレの早期発見に役立ちます。システム構築は必要ですが、エアプレスを上手く活用できれば企業全体の生産性を底上げできます。
エアプレスのおすすめメーカー

各メーカーは、シンプルな構造でありながら技術やノウハウが詰まっているエアプレスを販売しています。ここでは下記のおすすめメーカーを紹介します。
富士コントロールズ
富士コントロールズは、主にエアプレスやロードセルや測定器の製造をおこなっているメーカーです。
シンプルな構造のエアプレスだけではなく、自社のノウハウを活かしたロードセル搭載のエアプレスも販売しています。<多彩なプレス加工を求める場合には、確認してみましょう。
刀根自動機
刀根自動機は自動化・省力化を追求し、さまざまな加工機を製造販売しているメーカーです。主に卓上サイズのコンパクトなエアプレスを販売しています。
くわえて、エアプレス機だけではなく、プレス用金型の設計・加工・組立まで社内で一貫して製造します。ニーズに寄り添ったエアプレス開発も期待できるでしょう。
シージーケー
シージーケーはプレス機・かしめ機の製造販売のほか、医療用機器製造や自動車用電装部品製造などを手掛けるメーカーです。
5~30kNの圧力に対応したエアプレスを取り扱っています。さらに、加圧タイマーやストローク変更などのオプションを追加することも可能です。
仲精機
航空機器部品やIT・AV機器機構部品・自動車部品などを手掛ける仲精機。自社製品では、エアプレスやかしめ機などを販売しています。
標準的なエアプレスでは推力は1.6~43kN、用途に応じてコントローラや付帯デバイスを選定可能です。また、高性能エアプレスでは、ねじれ防止機構や高精度のスライドガイドを採用しています。
キクチエンジニアリング
キクチエンジニアリングは代表・菊地和雄氏がひとりで事業を運営するメーカーです。個人ならではの柔軟性でさまざまなエアプレスを製作しています。
変速制御小型精密エアプレスは、下降スピードを変速制御して必要最低限のストロークでプレス加工をおこないます。
圧入・カシメ・刻印と精密加工に必要なプレスを、ダイセット不要で高精度の品質を保てるでしょう。
まとめ|センサー類も導入し、DX化が可能な生産体制を目指そう
エアプレスは油圧式や機械式と異なり、操縦性も高く、省エネでスペースも確保しやすい特徴があります。
また、シンプルな構造ゆえにメンテナンスも容易で、長期的なランニングコストを低くすることが期待できるでしょう。
DX化に向けてセンサー類などを導入すれば、加工条件や製造品質のデジタル化が可能です。生産ラインの自動化にも繋がり、生産性の向上が見込めます。
高齢化社会に突入する昨今において、人手不足の解消や属人化を防ぐためにもエアプレスを導入して効率化を図ってください。
導入などでお困りでしたら以下からお気軽にご相談ください。
※JET-Roboticsの問い合わせフォームに遷移します。
一部の会社とは正式な提携がない場合がありますが、皆さまに最適なご案内ができるよう努めています。
エアプレスの製品はまだありません。