【2026年最新】ウォータージェットの種類とおすすめメーカーをご紹介

2030年に向けて世界的にSDGs達成が目標として掲げられています。従来の工具を使った加工方法では、石油由来の切削油の使用、粉塵・切削カスの発生は避けられません。
この背景から、水(必要に応じて研磨材)だけで加工できる「ウォータージェット」が注目されています。切削油は基本的に不使用で、工具摩擦熱を生じないため熱影響を最小化できます。いっぽうで、アブレイシブ方式ではミストやスラリー(使用済み研磨材+切粉)が発生するため、エンクロージャ・ミスト捕集・排水/スラリー処理まで含めた設備設計が環境配慮の前提になります。
本記事では、加工技術「ウォータージェット」の原理、加工方式の種類、選び方と最新トレンド、導入時の注意点、主要メーカーをわかりやすく整理します。
最近の更新内容
2026/3/11更新 コンテンツの一部修正
2026/3/3更新 コンテンツの一部修正と追加
【2026年最新情報】進化するウォータージェット技術トレンド
ウォータージェットは環境性能だけでなく、加工性能や運用性も日々アップデートされています。導入検討で押さえたい注目トピックを3つに絞って紹介します。
1. 600MPa級の普及で厚物・難材も高能率
400MPa級に加え、600MPa級の超高圧ポンプが選べる時代に。圧力向上は同厚同材での切断時間短縮につながり、厚物や高硬度材の適用範囲が広がります。条件次第では研磨材・電力の使用量低減にも寄与します。
2. AI・IoTで「段取り上手」な設備へ
材質・厚み入力だけで圧力・送り・研磨材流量を自動最適化する機能や、ポンプ・ノズルの状態監視による予知保全が一般化。熟練者に依存しない安定品質とダウンタイム抑制に効きます。
3. 研磨材リサイクルと省エネ設計の加速
使用済みガーネットの回収・選別による再利用、多段ろ過+循環のクローズドループ水処理、サーボ駆動ポンプの採用などで、廃棄量と消費電力を着実に削減。環境負荷とランニングコストを同時に抑える流れが主流です。
ウォータージェットの特徴

ウォータージェットとは、水を高圧で噴射して金属やプラスチックなどの材料を切断する加工方法。通常の切削加工とは異なり、多彩な工具が必要なく、非加熱でワークを加工できます。
水メインで軟質材、硬質材問わず加工ができるため、非常にエコな加工方法といわれています。自動車や航空機などの部品製造だけでなく、食品や医療などの分野でも広く利用されています。
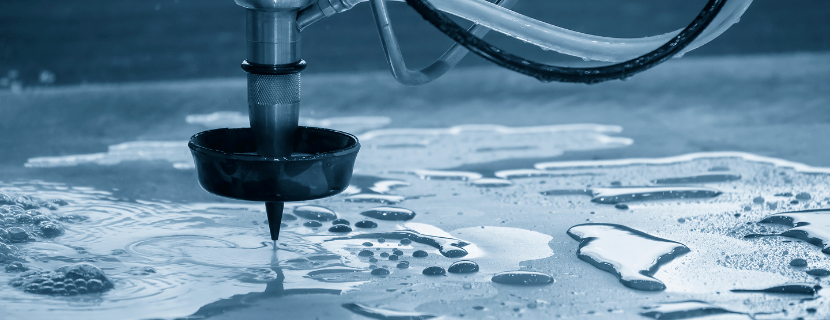
水で切断できる理屈・加工条件
水を超高圧に加圧し、小径ノズル(例:φ0.08~0.33mm)から吐出すると、数百~約1,000メートル/秒の高速水噴流が発生します。ノズル近傍では動圧が非常に高く、対象物表面を微小破壊・剥離させながら除去が進みます。これを応用した加工機がウォータージェットです。
水だけで加工できるのは木材や樹脂などの軟質材が中心です。金属やセラミックなどの硬質材には、ガーネット等の研磨材を水に混ぜたジェットで加工するアブレイシブウォータージェット(AWJ)を用います。脆性材や積層材では、低圧プレピアスや治具支持の最適化が歩留まりと品質を左右します。
水圧で加工する際の指標
水で加工を行う場合の一般的な圧力レンジは下記の通りです。
現在、400メガパスカル前後のモデルが主流で、用途により600メガパスカル級の超高圧モデルも選べます。圧力は切断速度や面品位、消耗品寿命、消費電力と相関するため、圧力・吐出量・ノズル径・研磨材流量・スタンドオフをセットで最適化します。
また、衝撃で割れやすい脆性極薄材(特に薄いガラス)とは相性が悪く、一定以上の厚み確保や前穴あけ・保持条件の工夫が必要です。加工前にテストで適合を確認しましょう。
ウォータージェットの構造
ウォータージェット加工機を構成する主な要素は以下の通りです。
多軸加工機では、テーブル・多軸カッティングヘッドや制御システムに加え、ミスト捕集・循環ろ過(クローズドループ)・スラリー回収が一体設計されるケースが増えています。
3種類のウォータージェットと特徴、メリット・デメリット
ウォータージェットは「材料の切断・トリミング(ピュア/アブレイシブ)」と「対象物のはつり・破砕(ハイドロデモリション)」に大別されます。以下では各方式のポイントと、品質・コスト面の勘所にも触れます。
ピュアウォータージェット加工の特徴
ピュアウォータージェット加工とは、水の高圧噴射だけでワークを切断する加工方法です。
ガスケット材、ウレタン材、樹脂などの、やわらかい材質の切断に適しています。シムやライナーの加工にも積極的に使用できます。食品加工や医療業界などでも広く普及しています。
ピュアウォータージェット加工のメリット
水だけで加工するため、環境に対して優しいことがメリットです。加工により熱を発生しないので、ワークが熱変形する心配がありません。さらに、水しか使わないピュアウォータージェットは、メンテナンス性が高く、ランニングコストも低くなります。
ピュアウォータージェット加工のデメリット
高圧の水とはいえ、金属のような硬質材の加工は難しいです。加工するには、後述する「アブレイシブウォータージェット加工」に切り替える必要があります。また、水に溶ける材質は溶けてなくなってしまいます。
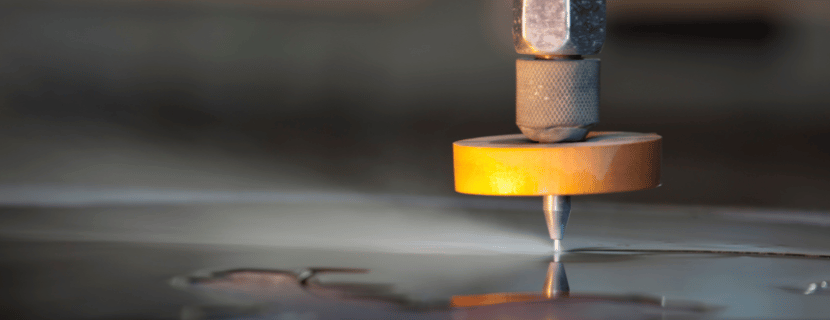
アブレイシブウォータージェット加工の特徴
アブレイシブウォータージェット加工とは、水に研磨材を混ぜて、ワークを切断する加工方法です。
切断能力が高く、金属やセラミックなどの硬質材の切断が可能です。自動車部品や、航空機向けの新素材の加工にも積極的に導入されています。
アブレイシブウォータージェット加工のメリット
水と研磨剤を使うため、金属などの硬質材を加工できることがメリットです。水・研磨材の配合量や、噴射圧力・速度などの条件を調整することで、厚さや硬さに関係なく切断できます。加工時の粉塵が舞いません。
また、ピュアウォータージェット加工同様に工具の摩擦熱が発生しません。ワークの熱変形を最小限に抑えることができます。
アブレイシブウォータージェット加工のデメリット
ピュアウォータージェットと比較すると、研磨材供給装置などの専用設備が必要なので、初期導入コストが高くなります。また、加工後には研磨材の分離・回収・処理する必要があり、作業性が煩雑になるでしょう。
硬質材の加工面でも注意が必要です。厚肉のワークを加工する際には、多くの研磨材を使用し、加工時間も長くなります。場合によっては、レーザーやプラズマなどの加工方法に比べてコストが割高になることもあります。
また、ウォータージェットの噴霧は、ノズル先端からテーパー状に広がります。厚みのあるワークを加工する場合、条件によっては加工面がテーパーになるため注意が必要です。
ハイドロデモリション加工の特徴
樹脂、食品、金属などの加工とは異なりますが、ハイドロデモリションというウォータージェット技術も有名です。
水の高圧噴射でコンクリートやアスファルトなどの建築物を破壊する方法で、建設現場や災害時の救助活動に使われています。
ハイドロデモリション加工のメリット
水が劣化したコンクリートの中に入り込みます。内圧が上昇することで、古いコンクリートだけを破壊できることが特徴です。
従来の油圧ブレーカでは、コンクリート全体に強い振動が伝わり、古いコンクリートだけを破壊できません。そのため、ハイドロデモリションは効率的な「はつり」が可能だといえるでしょう。
さらに、水とコンクリートの混合物は、容易に回収・再利用することができるので、処理コスト低減に繋がります。
ハイドロデモリション加工のデメリット
一般的には、他の重機による破壊方法に比べて加工速度は遅くなります。コンクリートの破壊には特化していますが、鉄筋の切断は難しく、別の方法を検討しなくてはいけません。
また、ハイドロデモリションによる破壊は、多くの水を使用します。水の供給や排水管理に注意が必要です。
4つの比較ポイント | ウォータージェットの選び方(+α)

原理こそ違うものの、機械加工機選定と大差はありません。ただし、ウォータージェット特有の項目もあります。ここでは導入時に比較しておきたいポイントを整理します。
超高圧水発生装置の出力方式
超高圧水発生装置には、サーボモータ駆動式と油圧インテンシファイア式の2種類があります。どちらも600メガパスカル程度まで水圧を上げられますが、油圧式のほうが大きな力を生み出せます。吐出量が多く、長時間の連続運転が可能です。
ワークの材質
加工するワークの材質も軟質材と硬質材で必要なユニットが異なりますから、購入時には注意が必要です。金属のような硬質材は、研磨材の混入のため別途ユニットが必要になります。
セットできるワークサイズ
加工機には、セットできるワークサイズも決まっています。使用目的にあわせて、加工機のサイズを検討してください。
ノズルの可動域
先端の加工ノズルを多軸で制御できる加工機は、立体加工のほか、精度面でメリットが大きいです。加工機によっては、ノズルの振れる角度が異なりますから、よく確認しておきましょう。
加工プログラムを組むには慣れが必要ですが、一度のワークセットで加工が進められるため、精度面での安心感が違います。特に、切削加工と比較すると精度は劣るので、極限まで精度を上げたい場合には視野にいれてもいいでしょう。
水処理・研磨材管理・安全/環境(+α)
- 水処理:多段ろ過+必要に応じRO/UFでクローズドループ化。水質はオリフィス寿命にも直結。
- 研磨材:供給・消費の安定性、回収・選別による再資源化、スラリー脱水の有無。
- 安全・衛生:エンクロージャ、ミスト捕集、騒音対策、インターロック、非常停止。
- 保全:消耗品(オリフィス/フォーカス/シール)コスト、OH周期、IoT監視や予知保全サービス。
【ワンポイントアドバイス】導入後に後悔しない3つのチェック
1. 精密加工なら「5軸・テーパー補正機能」は必須級
厚みのある材料や高速条件ではテーパーが出やすくなります。ノズル角度を自動で補正する5軸機能の有無は、面の垂直性と角精度に直結。見積もり段階で必ず確認しましょう。
2. ランニングコストは「同条件サンプル」で数字比較
主なコストは研磨材・ノズル/シール類。各社に同一図形・同一条件でサンプルカットを依頼し、加工時間・面粗さ・テーパー角・角部R・ピアス痕・1分あたり研磨材消費量・消耗品費まで数値で比較すると、実運用コストがクリアになります。
3. 見落としがちな「水質管理」が寿命と品質を左右
水道水のスケール成分は詰まり・摩耗の原因です。純水装置や軟水器の併設で装置寿命と安定稼働を確保しやすくなります。初期費用はかかっても、トータルでは回収しやすい投資です。
ウォータージェット導入時の注意・設置場所について

ウォータージェットは水・ミスト・スラリーが発生します。木質タイルは腐食・カビの原因になるため避け、耐水・耐荷重の土間コンクリートや防錆処理床を推奨します。あわせて以下を事前に確認しましょう。
- インフラ:電源容量(ポンプ容量に応じ大きめ)、給水(必要圧・水質)、排水(ろ過・pH/SS管理)、圧縮空気。
- 環境対策:エンクロージャ、ミスト捕集、騒音対策(吸音・遮音)、防滴電装、腐食対策。
- 廃棄物:使用済み研磨材・スラリーの回収/脱水/保管、地域規制に則した処理フロー。
- 安全:防護囲い、インターロック、非常停止、立入管理、PPE教育。
- 据付:床耐荷重・水平度、搬入経路、メンテナンス動線、天井高。
ウォータージェットを製造するメーカー

ウォータージェット加工機を製造するメーカーを紹介します。
※JET-Roboticsの問い合わせフォームに遷移します。
一部の会社とは正式な提携がない場合がありますが、皆さまに最適なご案内ができるよう努めています。
- スギノマシン / SUGINO MACHINE
- 澁谷工業 / SHIBUYA
- 北川鉄工所 / Kitagawa Corporation
- 日進機工 / Nissin Kiko
- ディスコ / DISCO
- Flow / フロー
※クリックで各メーカーの詳細に飛びます。
スギノマシン / SUGINO MACHINE
| 会社名 | スギノマシン / SUGINO MACHINE |
| 設立年 | 1956年 |
| 本社 | 富山県滑川市栗山2880番地 |
| 概要 | 高圧水洗浄・水ジェット機器メーカー |
スギノマシンは、3軸・5軸・ロボットまで揃う豊富なウォータージェットラインアップと、加工テストから導入支援まで一貫対応できる体制が強みです。
代表製品はウォータージェットカッタ NC-3AX、NC-5AX、ロボットカッタ LASaeroです。多軸制御とロボット対応により、金属や樹脂、複合材など多材質での量産トリミングを実現できる点が特徴です。
導入事例として5軸制御によるCFRPトリミングや複合材の自由曲線切断、樹脂・ゴム部品の穴あけ・トリミングなどが報告されています。
澁谷工業 / SHIBUYA
| 会社名 | 澁谷工業 / SHIBUYA |
| 設立年 | 1949年 |
| 本社 | 石川県金沢市大豆田本町甲58 |
| 概要 | 工作加工システム・ボトリング等の総合メーカー |
澁谷工業は、大型ワークに対応可能なガントリー構造やツインヘッド、研磨材回収など多様なオプションを備えたシステム提案力に強みがあります。
代表製品はウォータージェット切断加工機 SWS4300、SWS4600、AWS4700です。大物ワークの高速高精度切断とツインヘッドによる高生産性が特徴です。
導入事例として大判金属板やガラス・石材の自由形状切断、CFRPの高速トリミングなどが挙げられます。
北川鉄工所 / Kitagawa Corporation
| 会社名 | 北川鉄工所 / Kitagawa Corporation |
| 設立年 | 1941年 |
| 本社 | 広島県府中市元町77-1 |
| 概要 | 工作機器・産業機械の総合メーカー |
北川鉄工所は、シート材向けの低コスト機から5軸機まで幅広いラインアップを揃え、専用CAD/CAMによる高効率な加工提案を行っています。
代表製品はコンパクトウォーターカッター APLC-1313P-W、2軸 APL-2013P-W、5軸 APL5-2013P-Wです。軟材を重ね切りで高速加工できる実運用性が強みです。
導入事例としてゴム・シリコン・発泡体・ジョイントシートの量産カットや薄物プラスチックの高速加工に活用されています。
日進機工 / Nissin Kiko
| 会社名 | 日進機工 / Nissin Kiko |
| 設立年 | 1965年 |
| 本社 | 愛知県名古屋市守山区花咲台二丁目401番地 |
| 概要 | ウォータージェット機器・プラントメンテナンス装置メーカー |
日進機工は、200~300MPa級の超高圧ポンプを自社開発し、設計・製作・据付・メンテまで一貫対応する技術力を持つメーカーです。
代表製品は超高圧ポンプユニット エコマスターシリーズ、超高圧カッティング装置、超高圧はつりロボットです。自社製ポンプと現場エンジニアリングの両輪による課題対応力が魅力です。
導入事例として自動車工場の塗装台車自動洗浄装置、火気厳禁エリアでのプラント設備解体、水力発電設備の補修などに活用されています。
ディスコ / DISCO
| 会社名 | ディスコ / DISCO |
| 設立年 | 1940年 |
| 本社 | 東京都大田区大森北2-13-11 |
| 概要 | 半導体向け精密加工装置メーカー |
ディスコは、研磨材を水と混合するAWSJ方式による低水圧・非熱加工で、クリーン環境にも対応できる高精度切断を得意としています。
代表製品はウォータージェットソー DAW4110です。薄物や脆性材を非熱で微細曲線切断できる技術が特徴です。
導入事例として積層材料のスミア抑制切断、薄く脆い材料の微細加工、クリーンルーム内での高精度曲線切断などが挙げられます。
Flow / フロー
| 会社名 | Flow / フロー |
| 設立年 | 1974年 |
| 本社 | 米国ワシントン州 |
| 概要 | ウォータージェット分野のパイオニア的メーカー |
Flowは、400MPa級から600MPa級までのポンプと、5軸ティルティングやテーパー補正を含む多彩なヘッド構成を用意。板金から石材、複合材まで多品種の高品質切断に対応します。
代表的なソリューションは、インテンシファイア/電動サーボ両方式のポンプ、動的テーパー補正、パス最適化ソフトなどです。厚物や高精度要求の現場で、サイクル短縮と面品質の両立を狙える点が特徴です。
導入事例として航空宇宙・自動車のアルミ/チタン/CFRP切断、建材・石材の自由形状加工、教育・研究機関の試作などが挙げられます。
SDGs達成を見通したエコの加工機「ウォータージェット」

通常の加工機であれば切削油が必要で、多彩な工具や発熱による歪み・変形の懸念もあります。
ウォータージェットは多彩な工具を必要とせず、切削油を基本的に用いず非熱で加工できるのが魅力です。SDGsの観点でも有望ですが、ミスト捕集・排水/スラリー処理・研磨材リサイクルまで設計してこそ本当のエコ。ここをきちんと押さえれば、品質・安全・環境のバランスがとれた次世代加工を実現できます。
導入などでお困りでしたら以下からお気軽にご相談ください。
※JET-Roboticsの問い合わせフォームに遷移します。
一部の会社とは正式な提携がない場合がありますが、皆さまに最適なご案内ができるよう努めています。
ウォータージェットの製品はまだありません。