研磨ロボットとは? おすすめメーカーや目的別の種類分け、自動化が難しい理由を解説
熟練作業者の手に頼っていた研磨工程を、自動化によって省力化・標準化できる研磨ロボット。近年では、力制御やツール交換といった技術の進化により、以前は難しいとされた鏡面仕上げや複雑形状の研磨も自動化できるようになってきました。
ただし、目的に合った研磨ロボットを選ばなければ、仕上がりの不具合やライン停止といった新たな課題を生む可能性もあります。
本記事では、研磨ロボットの定義や種類だけでなく、導入前に理解しておくべき選定基準や当編集部が厳選したおすすめの研磨ロボットメーカーの情報も紹介します。
自社に最適な研磨ロボット選びに役立つ内容なのでぜひご覧ください。
※JET-Roboticsの問い合わせフォームに遷移します。
※一部メーカーとは提携がない場合がありますが、ユーザー様に最適なご案内ができるよう努めています。
目次
研磨ロボットとは? 概要や事例を分かりやすく解説
研磨ロボットは、金属や樹脂などの表面を自動で磨くために開発された産業用ロボットで、加工精度の向上・作業者の負担軽減・工程の安定化といった目的で導入が進んでいます。
人手による研磨は技術の属人化や作業環境の過酷さが課題とされてきましたが、研磨ロボットの導入により、24時間連続稼働や精密制御による仕上がり品質の均一化が実現可能です。
また、近年は研磨圧の制御や多軸動作、高感度センサの搭載により、これまで難しかった曲面部の研磨や鏡面仕上げも可能になりつつあります。
研磨ロボットの主な活用事例としては、自動車業界における外装パネルのバフ研磨や、航空機に用いられる複合材のトリミング仕上げ、建設機械の鋳造部品に対するバリ取り作業などがあり、いずれも大量生産や高い品質管理が求められる現場で活用されています。
今後は、さらに多様な業界や製品形状への対応が進み、研磨工程の自動化が標準化されていくと見られています。
次章では、業界でよく言われている「研磨工程の自動化は難しいのか?」という問いに答えます。
ロボットによる研磨加工の自動化は難しい?
研磨ロボットによる研磨工程の自動化は、溶接や搬送などの他の加工工程に比べて難易度が高いとされています。その主な理由は、被研磨物の形状や材質、摩擦による振動や工具摩耗といった変動要素が多く、常に一定の押し当て力と接触面制御が求められるためです。
また、作業中のワークのばらつきや部品個体差にも対応しなければならず、熟練工が長年培った感覚を研磨ロボットに置き換えることに疑念を抱く方もいるでしょう。
さらに現在では、3D CADデータや計測データをもとに研磨経路(パス)を自動生成するオフラインティーチング(OLP)が普及し、「ティーチングに時間がかかりすぎる」という壁はかなり低くなっています。仮想空間で干渉チェックや条件検証まで進められるため、実機を止めずに段取りできるケースも増えており、研磨の自動化は“難しいけれど現実的”な選択肢になりつつあります。
ただし、導入にあたっては研磨ロボットの基本性能だけでなく、ワーク条件や生産ラインとの連携、粉塵対策や安全設計も含めた総合的なシステム構築が不可欠です。
実際の現場でも、「まずはバリ取りだけ自動化して、次に外観仕上げへ拡張する」といった段階導入で成功するケースが増えています。最初から完璧を狙うより、止まらず回る条件を一つずつ固めていく方が、結果的に早く安定します。
研磨ロボットによる研磨自動化を成功させるには、適切な技術選定と検証プロセス、そして現場ニーズを反映した導入設計が求められるでしょう。
次章では、研磨ロボットの種類を解説します。
研磨の種類を目的別に分けて紹介

研磨加工は、目的によって使用される手法やロボットへの要求性能が異なります。ここでは、代表的な5つの目的別に分類し、それぞれの特徴や活用場面について解説します。
突起除去(バリ取りなど)
突起除去は、鋳造、鍛造、プレス、切削などの加工後に部品のエッジや表面に発生する微細な突起(バリ)を除去する目的で行われます。これらのバリは、製品の組立不良や安全上の問題、仕上げ工程での支障となるため、確実な除去が求められます。
研磨ロボットは、バリの形状や位置のばらつきに対応するために、力制御やワーク追従機能が必要であり、ブラシ、砥石、ディスクなどのツールを用いて自動でバリを研磨可能です。
特に鋳造品や構造部品の量産現場では、品質の均一化と生産性向上を両立できる手段としてバリ取りロボットの活用が進んでいます。
バリ取りに特化した、バフ研磨ロボットについて詳細は以下をご覧ください。
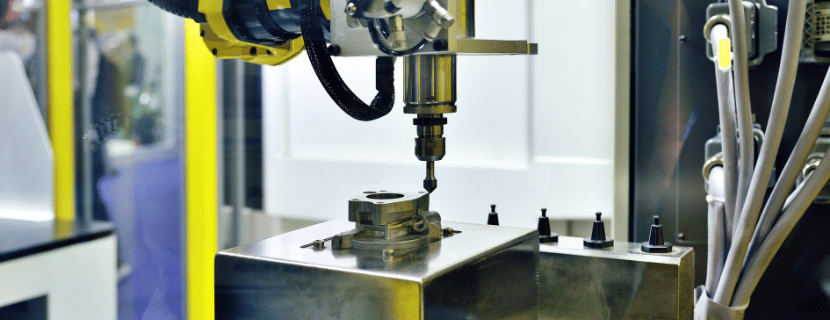
形状仕上げ(ホーニングなど)
形状仕上げは、寸法精度や幾何公差、表面粗さなどの仕様を満たすために、研磨によって微細な成形補正を行う加工です。その中でも、ホーニングは代表的な手法で、内径の真円度・円筒度を高精度で整える際に用いられ、エンジン部品や油圧機器などの機能部品で多用されます。
研磨ロボットによる自動化では、切削力や位置決めの安定性に加え、加工後の品質ばらつきを抑えるためのフィードバック制御が重要です。高精度な形状制御が求められるため、専用治具や加工シーケンスとの連携も含めた総合的なシステム設計が求められます。
外面均質化(バレル研磨、ラッピングなど)
外面均質化は、ワーク表面の微細な凹凸をならし、全体の質感や表面特性を均一に整えることを目的とした研磨です。
例えば、バレル研磨は、複数の小型ワークをメディアとともに容器内で回転・振動させて同時に処理する手法で、ボルトや歯車などの大量仕上げに向いています。
また、ラッピングは高精度な平坦性や光沢が求められる部品(例:光学レンズ、金型)に対して個別に行う工程で、面精度と再現性が重視されます。
研磨ロボットによる外面均質化では、処理条件の自動変更や部品毎の最適動作切替といった柔軟な運用が求められ、導入成功すると安定した品質と工程短縮を実現可能です。
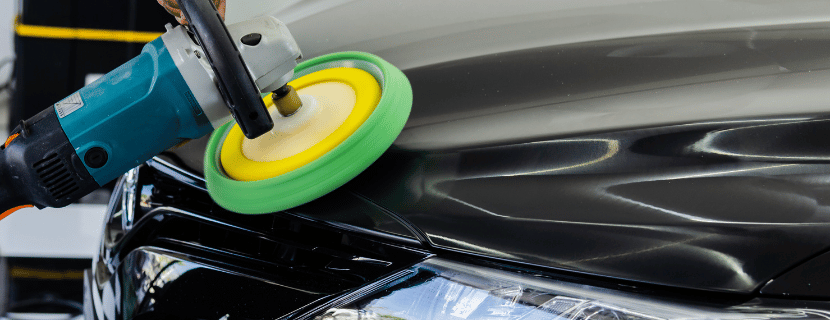
美観仕上げ(バフ研磨、ポリッシングなど)
美観仕上げは、製品表面に光沢や反射性、滑らかな手触りといった外観上の品質を与えることを目的とした仕上げ研磨です。
例えば、バフ研磨は、布やフェルト製のバフに研磨剤を付けて磨く手法で、金属の鏡面加工に多用されます。ポリッシングはより細かい粒度の研磨材で傷や曇りを除去し、艶出しを行う工程です。
研磨ロボットには、一定の接触圧で面全体をムラなく磨き上げる均一性や、研磨剤の適切な供給、複雑形状への柔軟な追従性が求められます。
自動車外装部品、家電製品の筐体、装飾金属などに使われることが多く、製品の付加価値を高める工程として注目されています。
上記で取り上げた、バフ研磨ロボットについて詳細は以下をご覧ください。
非接触の表面仕上げ(レーザー研磨など)
非接触の表面仕上げは、工具で押し当てて磨くのではなく、熱エネルギーを使って表面の微細な凹凸をならし、質感や面粗さを整える手法です。
代表例がレーザー研磨で、金型などの微細な表面にレーザーを照射し、表層をわずかに溶融・再凝固させることで平滑化を狙います。工具摩耗が少なく、形状によっては「磨き込み」を減らせるのが魅力です。
ただし、材質や熱影響(変質層)、狙いたい面粗さのレンジによって向き不向きがあるため、いきなり置き換えるというより「手仕上げが重い箇所の削減」から検討すると失敗しにくいでしょう。
自社の目的に合った研磨がどの種類に当てはまるか整理できたでしょうか?
次章では、研磨ロボットの導入を実際に考えている方に向けて、研磨ロボットの選び方を解説します。自社に適した製品を導入するためにぜひご一読ください。
自社に適した研磨ロボットの選び方を解説
先述した通り、研磨には色々な種類があるので、製品選びは慎重になる必要があります。
本章では、研磨ロボット選びにおいて特に重要となるポイントを3つに絞って解説したので、ぜひご覧下さい。
面粗さに応じた砥粒や工程対応の確認
研磨ロボットの選定において、求める表面の面粗さに応じて使用可能な砥粒の粗さや、複数工程に対応できるかを確認することは重要です。使用する砥粒の粒度や種類、対象となるワークの材質、さらには目標とする面粗さ値によって、最適な仕様は異なります。
これらを見誤ると、所望の仕上がりに届かず追加研磨や手作業が必要となり、結果として生産ラインが停止したり、コストが増大するリスクが高まります。特に金型や医療機器など、鏡面レベルの仕上げが求められる用途では、事前の選定段階でこの点を徹底的に確認しておきましょう。
このような選定ポイントをみて研磨ロボットを適切に選べれば、一度の加工で理想的な表面加工を得ることができ、検査や手直しの手間も削減されます。
力制御の有無による仕上げ品質の安定化
研磨ロボットを選定する際には、曲面や縁部に対しても均一に押し当てることができるよう、押付け力を自動で調整する機構の有無も大事な判断基準です。
ワークの曲率半径や厚み、ロボットアームの剛性といった物理的要因によって、どのような力制御方式が適しているかが決まります。
これを考慮せずに選定を行うと、削り過ぎやエッジの丸まりといった仕上げ不良が多発し、歩留まりが低下する要因となります。とりわけ、タービンブレードや車体外板といった複雑かつ薄肉のワークを扱う場合には、精密な力制御の有無が品質安定の鍵を握るでしょう。
最適な力制御を持った研磨ロボットを選ぶことで、こうした複雑形状に対してもムラのない研磨痕が得られ、リジェクト率の抑制につながります。
ツール自動交換・供給機構の有無
研磨ロボットの選び方として、砥石やパッド、スラリーなどを自動で交換・供給できる仕組みを備えているかどうかも検討要素のひとつです。
ロットごとに粒度変更が頻繁に発生する場合や、研磨パッドの摩耗速度が早い環境では、ツールチェンジャーの仕様や自動供給機構の有無が運用性を左右します。
これらが整っていないと、品種切り替えのたびに手動交換が必要となり、ライン停止による生産性の低下や異物混入のリスクが高まります。特に航空機複合材や精密部品といった多品種小ロット生産の現場では、この選定ポイントが欠かせません。
ツール自動交換機能を備えた研磨ロボットを導入すれば、粗研磨から鏡面仕上げまでを自動で完結でき、計画的な生産体制を築くことが可能になります。
【2026年最新】研磨ロボット導入トレンドと、失敗しないための要点
研磨ロボットはここ数年で「できる/できない」の議論から、「どう設計すれば止まらず回るか」に関心が移っています。導入検討の段階で押さえておくと、現場での手戻りがぐっと減ります。
多品種少量を支える「協働ロボット研磨」の広がり
従来は安全柵の中で高速稼働する産業用ロボットが中心でしたが、近年は協働ロボットを使って研磨セルを組むケースも増えています。人が近くで段取りをしながら運用できるため、品種替えの多い現場では「まずは一工程だけ自動化してみる」という始め方がしやすいのが利点です。
ティーチングは“現場で作り込む”から、“データで詰める”へ
研磨の自動化を難しくしていたのは、ティーチング工数と立上げ時の調整量でした。最近はOLP(オフラインティーチング)や計測連携が当たり前になり、事前に経路や姿勢を固めたうえで、現場では押し当て力や送り条件の詰めに集中できる流れが主流です。
「ロボットを買えば解決」ではなく、計測・治具・ツール・集塵まで含めて一つの工程として設計することが、結果的に近道になります。
研磨ロボットが24時間回るなら、粉塵も24時間出続けます。粉塵は品質だけでなく、センサや可動部のトラブル要因にもなりやすいので、防塵カバー、集塵、ブース化は初期設計の段階からセットで検討するのがおすすめです。あとから足すと、結局レイアウトも配管も作り直しになりがちです。
導入費用の目安(2026年版)
研磨ロボットは「ロボット本体」よりも、治具・ツール・安全・集塵・計測を含めたセル設計で価格が動きます。あくまで目安ですが、検討のたたき台としては以下のレンジ感です。
- 協働ロボットの簡易セル:約500万〜1,200万円
- 産業用ロボット+周辺機器:約1,000万〜2,000万円
- フル自動研磨セル(多工程・集塵・計測込み):約2,000万〜5,000万円
費用を抑えるコツは、いきなり“粗研磨〜鏡面まで全部”を狙わず、まずは手作業が重い工程(バリ取り、一次仕上げなど)から自動化して、効果が見えた段階で工程を広げることです。
研磨ロボットのおすすめメーカーを紹介! 各社の特徴を比較

本章では、代表的な日本の研磨ロボットメーカーを見ていきます。各社の特徴を比較した分かった強みも解説しているので、最後までご覧ください。
※JET-Roboticsの問い合わせフォームに遷移します。
※一部メーカーとは提携がない場合がありますが、ユーザー様に最適なご案内ができるよう努めています。
※クリックで各メーカーの詳細に飛べます。
安川電機 / Yaskawa Electric
| 会社名 | 安川電機/YASKAWA Electric |
| 設立年 | 1915年 |
| 本社 | 福岡県北九州市八幡西区黒崎城石2番1号 |
| 概要 | サーボモータ、インバータ、産業用ロボットのメーカー |
安川電機は独自のアルゴリズムと高剛性アームを組み合わせた高精度な軌跡制御に定評があります。
研磨ロボットとしては、「GPシリーズ」に力覚制御機能「MotoFit」を組み合わせる構成がよく採用されます。MotoFitは6軸力覚制御を使い、押し当て力や接触状態に応じて動作を補正できるため、バリ取り・研磨のように“当て方で結果が変わる工程”でも品質を安定させやすいのが特徴です。
導入例としては、医療機器のハウジング鏡面仕上げや鋳造ギアのバリ取り工程などが挙げられます。
川崎重工業 / Kawasaki Heavy Industries
| 会社名 | 川崎重工業 / Kawasaki Heavy Industries |
| 設立年 | 1896年 |
| 本社 | 東京都港区海岸1丁目14-5(東京本社) 兵庫県神戸市中央区東川崎町1丁目1番3号 神戸クリスタルタワー(神戸本社) |
| 概要 | 重工業・産業用ロボットの大手メーカー |
川崎重工業は、重作業対応の高剛性ロボットに加えて、遠隔操作プラットフォームを併せ持つ点が強みです。
研磨ロボットには「Successor-G 研削・研磨システム」がラインナップされており、ハードな研磨作業への対応力に優れています。特に遠隔操作と力覚フィードバックを融合させることで、安全性を保ちながら厚板溶接部のビード研削といった重負荷作業の無人化が可能です。
このような特徴から、造船や橋梁といった重工業分野での厚板研削セルなどに数多く導入されています。
三菱電機 / Mitsubishi Electric
| 会社名 | 三菱電機 / Mitsubishi Electric |
| 設立年 | 1921年 |
| 本社 | 東京都千代田区丸の内2-7-3 東京ビル |
| 概要 | インフラ、自動車機器、ロボット, 半導体、ビル、家電などのメーカー |
三菱電機は、ロボット本体だけでなく制御機器やエンジニアリング環境まで含めて統合しやすく、ラインの拡張や多品種運用を見据えた設計がしやすい点が強みです。
現行では、MELFA FRシリーズを中心に、立上げや調整を支援する拡張機能オプション「MELFA Smart Plus」を組み合わせ、難易度の高い作業の自動化を後押しする構成が選ばれています。
研磨工程で重要になる「条件の詰め」「ばらつき吸収」は、結局のところ現場での微調整量が勝負です。センサ連携や補正機能まで含めて設計しておくと、段取り替えが多い現場でも“止まりにくいセル”に仕上げやすくなります。
導入などでお困りでしたら以下からお気軽にご相談ください。
※JET-Roboticsの問い合わせフォームに遷移します。
一部の会社とは正式な提携がない場合がありますが、皆さまに最適なご案内ができるよう努めています。
研磨ロボットの製品はまだありません。