【2026年最新】ねじ締めロボットとは?特徴や種類、選び方とおすすめメーカーを紹介
近年、製造現場における生産性や品質の向上が大きな課題となるなか、ねじ締めロボットは作業の自動化によって効率アップと安定した品質を実現し、多くの企業に注目されています。
しかし、ねじ締めロボットと一口に言っても、どのような種類があり、どう選べばいいのか分からない方は少なくありません。
本記事では、ねじ締めロボットの基本から選定ポイント、そしておすすめメーカーまで、幅広く解説します。日々の組立や製造の現場で「もっと楽に、確実に、ミスなく作業を行いたい」とお考えの方は、ぜひ最後まで読んでみてください。
また、JET-Roboticsでは実際に、ねじ締めロボットの導入支援も行っております。
ロボットの専門家による製品の選定から補助金の活用、ロボット研修による社内人材の育成まで、ねじ締めロボット導入をあらゆる面からサポートいたします。
「一度ロボットを触ってみたい」や「こんな自動化ができるか知りたい」などの軽い相談も可能です。
相談は無料ですので、関心のある方は以下のサービス詳細をご覧ください。
ねじ締めロボット全製品(4件)
 タイル形式
タイル形式 リスト形式
リスト形式
1-4 / 4件

| 製品 | 詳細情報 |
|---|---|
|
🏆注目
103人が閲覧しました
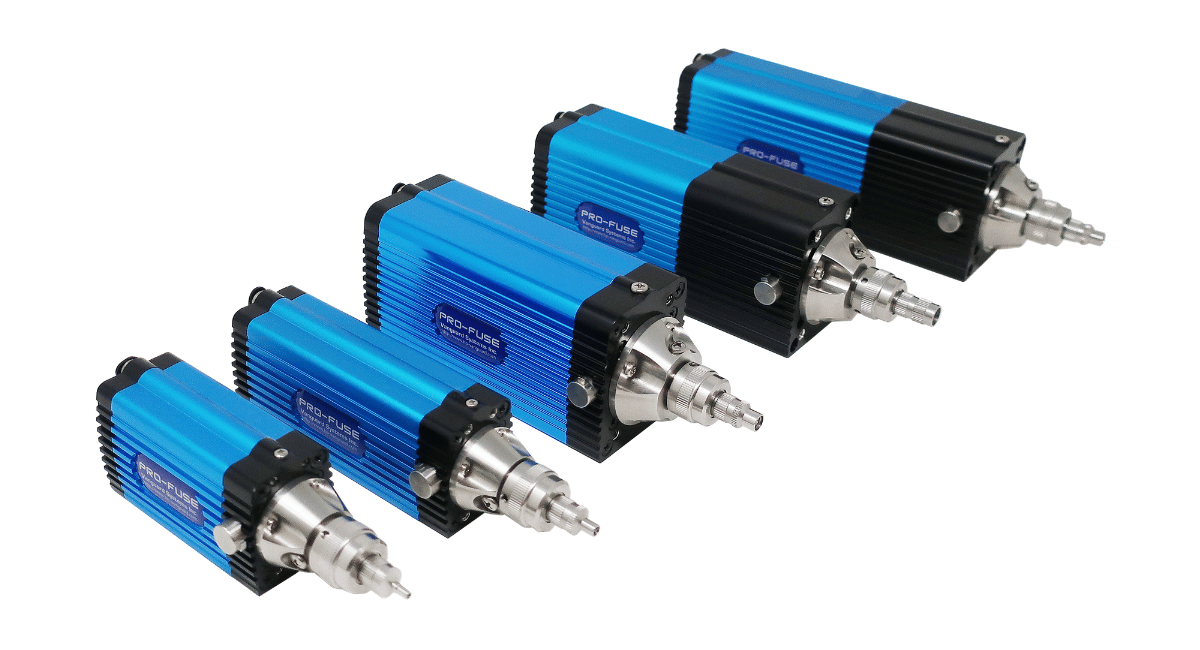
メーカー:株式会社バンガードシステムズ特徴:締付トルク10mN・mから最大3200mN・mまで対応。微細ねじから各種材質まで安定した締結品質を実現 小型・軽量設計によりロボット先端への搭載負荷を低減し、装置設計の自由度向上に貢献 使用するねじに合わせたビットカスタマイズに対応。品質管理を支えるトルクチェッカーもご用意 製品ラインナップとトルク範囲 JET-Roboticsにお問い合わせ |
|
|
🏆注目
171人が閲覧しました
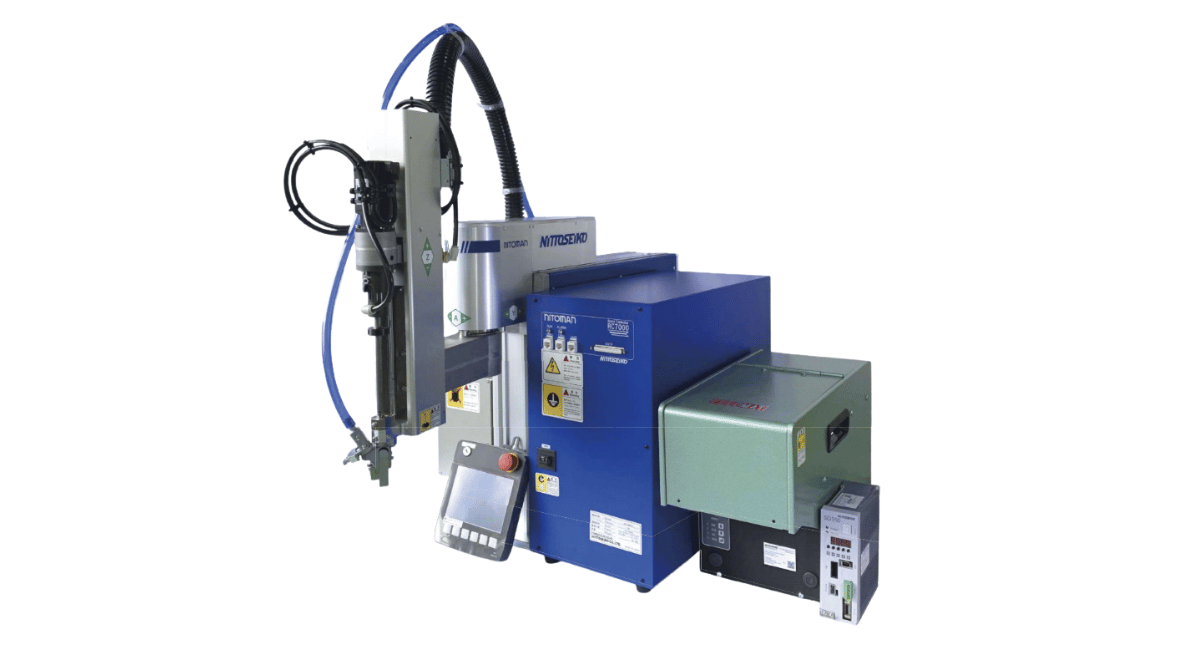
メーカー:日東精工株式会社特徴:ねじ供給はエア圧送式。取出式に比べて、サイクルタイムを短縮。また、ねじ供給機の置き場の自由度が高いため、省スペース化にも寄与 |
|
|
🏆注目
226人が閲覧しました
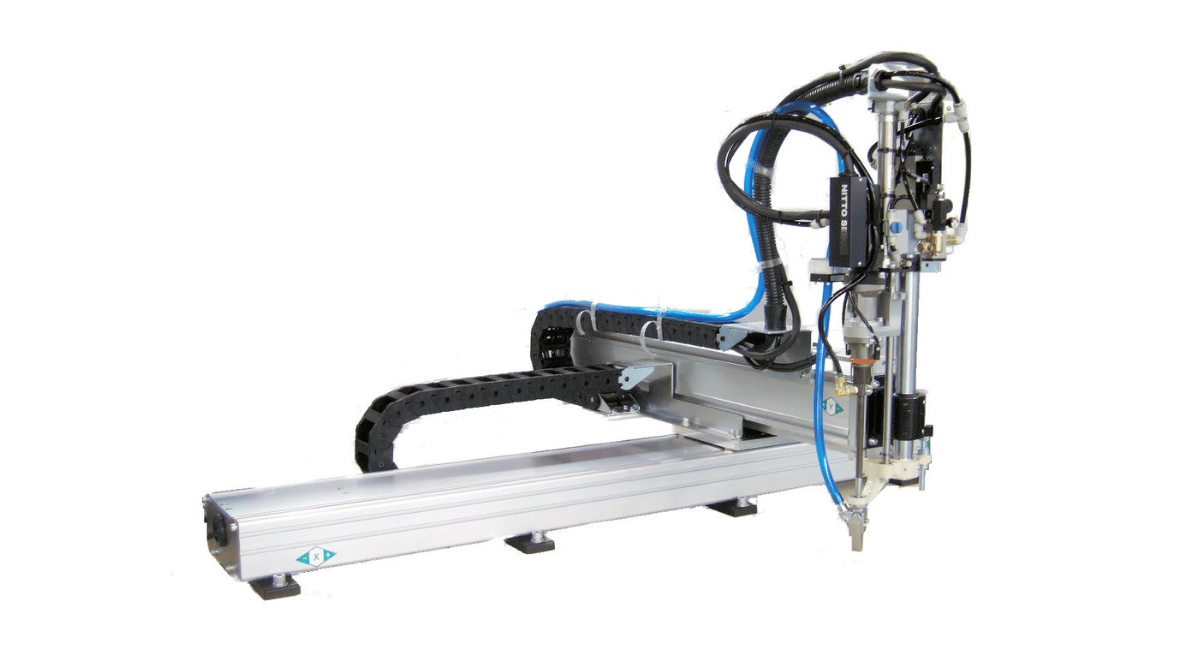
メーカー:日東精工株式会社特徴:ねじ供給はエア圧送式。取出式に比べて、サイクルタイムを短縮。また、ねじ供給機の置き場の自由度が高いため、省スペース化にも寄与 直交座標型のロボットに比べて省スペース。ラインの長さを短縮できる ねじ締め機の推力・昇降速度を細かく設定可能。(SR580Yθ-Zの場合)条件に合わせた理想的なねじ締めを実現し、めねじ破損やカムアウトなどねじ締め不良を防止 |
|
|
126人が閲覧しました
メーカー:日東精工株式会社特徴:高性能ターボシステムの採用により動作性能が向上し、作業時間を短縮。取出し、締付け動作を、1回あたり1.5秒短縮※日東精工製RC750比 ティーチング作業を容易にするダイレクトティーチング機能を搭載。操作用タッチパネルは、日本語/英語の言語切替が可能 トルク、速度などねじ締め条件が個別に設定でき、樹脂材、薄板締結に威力を発揮。バラツキなく、安定したねじ締めが可能 |
1-4 / 4件
ねじ締めロボットのカタログ(1件)
導入などでお困りでしたら以下からお気軽にご相談ください。
※JET-Roboticsの問い合わせフォームに遷移します。
一部の会社とは正式な提携がない場合がありますが、皆さまに最適なご案内ができるよう努めています。
ねじ締めロボットの基礎知識や導入のポイントについては、以下の解説をご覧ください。
近年、製造現場における生産性や品質の向上が大きな課題となるなか、ねじ締めロボットは作業の自動化によって効率アップと安定した品質を実現し、多くの企業に注目されています。
しかし、ねじ締めロボットと一口に言っても、どのような種類があり、どう選べばいいのか分からない方は少なくありません。
本記事では、ねじ締めロボットの基本から選定ポイント、そしておすすめメーカーまで、幅広く解説します。日々の組立や製造の現場で「もっと楽に、確実に、ミスなく作業を行いたい」とお考えの方は、ぜひ最後まで読んでみてください。
また、JET-Roboticsでは実際に、ねじ締めロボットの導入支援も行っております。
ロボットの専門家による製品の選定から補助金の活用、ロボット研修による社内人材の育成まで、ねじ締めロボット導入をあらゆる面からサポートいたします。
「一度ロボットを触ってみたい」や「こんな自動化ができるか知りたい」などの軽い相談も可能です。
相談は無料ですので、関心のある方は以下のサービス詳細をご覧ください。
目次
最近の更新内容
2026/3/25更新 企業情報の更新(バンガードシステムズ)
2026/3/11更新 コンテンツの一部修正
2026/3/3更新 コンテンツの一部修正と追加
【2026年最新情報】ねじ締めロボット市場の最新動向と技術トレンド
ねじ締めロボットは、ここ数年で「自動化装置」から「品質保証とデータ活用のハブ」へと進化しました。導入検討の前に、まずはこの3つの潮流を押さえておくと判断がブレません。
1. 協働ロボットの活用拡大
- 柔軟なレイアウト:人と同じ空間で作業できるため、安全柵を最小化し、省スペースで既存ラインに組み込みやすくなりました。
- 人とロボットの協業:人が段取りや微妙な判断を、ロボットがねじ締めを担当—お互いの得意を活かしてタクトと品質を両立できます。
2. AI・画像認識技術との連携
- ねじ穴の自動補正:カメラで穴位置を検出し、ワークずれを自動追従。治具精度に過度に依存しない安定稼働を実現。
- 締結後の自動検査:締め忘れ・浮き・斜め締めを画像で判定し、不良の流出を未然に防止。
3. データ活用による品質管理と予知保全
- トレーサビリティ:「どの製品の・どのねじを・いつ・どのトルク/角度で締めたか」を全数記録し、迅速な原因究明とクレーム対応に直結。
- 予知保全:トルク/電流/時間データの傾向から劣化兆候を把握し、突発停止を回避。
補足
- トルク×角度の二次元判定:座面当たり検出と角度ウィンドウ管理で、カジリ・浮き・カムアウトを早期検出。
- フローティング先端/スライドスピンドル:ミスアライメントを吸収し、斜め噛み込みを予防。
- フィーダ高信頼化:エア圧送(ブロー)経路のジャム自動開放、反転検知、ダスト対策で停止時間を最小化。
- セーフモーション:協働環境では速度/力制限や監視機能を活用し、安全と生産性を両立。
ねじ締めロボットとは? 特徴や活用例などを解説
ねじ締めロボットとは、その名のとおり製造現場や組立ラインで使用される、ねじの締付作業を自動化するための産業用ロボットの一種です。従来、人手で行われていた細かなねじ締め作業を自動化することで、作業者の負担を軽減しつつ不良率の低減や効率化が期待できます。
さらに、一定のトルクでねじを締め続けられるため、品質を安定させられる点も大きな特徴です。電子デバイスなど高精度を求められる分野はもちろん、自動車や家電製造など幅広い業界で活用が進んでいます。
以上、ねじ締めロボットの基本概要と活用状況を確認しました。次では、実際にどのような種類が存在し、それぞれにどのような特徴やメリット・デメリットがあるのかを見ていきましょう。
ねじ締めロボットを種類ごとに解説
この章では、代表的なねじ締めロボットを3種類取り上げ、それぞれの特徴を比較しながら解説します。
単軸ねじ締めロボット
スライダとモータ、ボールねじによって構成された、一軸方向の動きに特化したロボットです。 電子部品向け治具固定ラインや装置内蔵ユニットで採用されています。
多軸ねじ締めロボット
複数リニア軸を組み合わせて XYZ 空間へツールを移動させる Cartesian 型です。ここでは3軸構成と4軸構成の2タイプを取り上げます。
3軸ねじ締めロボット
4軸ねじ締めロボット
多関節ねじ締めロボット
関節型ロボットアームにねじ締付けツールを装着する方式で、垂直多関節(6 軸)と水平多関節(SCARA)の2タイプが代表的です。
垂直多関節ねじ締めロボット
水平多関節ねじ締めロボット
ねじ締めロボットの選び方
トルク管理の精度や制御機能
ねじ締めロボットの選定ポイントとして、トルク管理の精度や制御機能をしっかり把握することが挙げられます。製品ごとの推奨トルクレンジやねじサイズ・材質の違いが影響し、必要な精度や制御要件が変わってくるためです。
もしトルクを適切に管理できないと、不良率の上昇に加え、再作業や製品クレームが増加するリスクがあります。特に厳密なトルク要件が求められる精密組立などでは注意が必要です。
逆に十分なトルク監視を行えるロボットを選べば、品質を一定に保つことができるため、生産効率の向上が期待できます。角度監視、座面当たり検出、プロファイル制御、全数記録への対応可否も確認しましょう。
多様なねじ形状やサイズに適合するビットやフィーダー
ねじ締めロボットの選定ポイントとして、多種多様なねじ形状やサイズに素早く対応できる設計であるかどうかも重要です。ねじの種類が多かったりサイズの変更が頻繁に行われたりする現場では、そのたびにビットや供給装置の切り替えが必要になるため、負担が大きくなります。
適切なフィーダーやビットを備えていないと、ねじの供給ミスが発生しやすくなります。頻繁に異なるねじを扱う組立ラインやカスタム製品対応ラインでは、この点を重点的にチェックする必要があります。
逆にビット交換や供給装置を切り替えられるロボットであれば、多品種混流生産でもスムーズに対応し、生産性を維持できます。
アームの可動域やアプローチ角度
ねじ締めロボットを選ぶ際には、作業対象となるワークの形状や設置環境に合わせてアームの可動域やアプローチ角度を最適化できるかどうかがポイントとなります。組立対象の立体構造や干渉物の配置、ロボットのリンク構成などの要因によって、適切な作業軌道を確保できない場合もあるためです。
十分な可動域や柔軟な角度調整が行えないと、狭い箇所へのねじ締めが困難になります。特に電子機器などの小型部品の搬送や組み立てでは、この要素が重要視されます。
反対にアームの可動域やアプローチ角度に優れたロボットであれば、入り組んだ場所でもスムーズに作業を行え、生産効率と安定性を高められるでしょう。フローティング先端や角度ヘッド/オフセット治具の選択で、入り組んだ部位や斜めねじへの安定したアプローチが可能になります。
そのほかの選定ポイントチェックリスト
- ねじ仕様:呼び/長さ/材質/表面処理/座面形状、相手材(樹脂/薄板/アルミ/鋼)
- 要求品質:目標トルク/角度、公差、OK/NOK基準、全数記録の要否と保存期間
- タクト設計:目標CT、同時ねじ本数、ボトルネック工程、供給方式との整合
- ロボット型式:可動域/到達/姿勢制約、干渉、将来の工程統合余地
- ねじ供給:圧送 or ピック、段取り時間、詰まり復旧手順、消耗品コスト
- 周辺機器:ビジョン/照明、位置決め治具、ESD・防塵、吸気/集塵、トレーサビリティ
- 安全:協働/非協働の区分、リスク低減策、保護柵・センサ・セーフモーション
- 保全:清掃周期、摩耗部品、トルク校正周期、フィーダ点検、予備品管理
- IT連携:PLC/MES/クラウド、データ形式、レシピ管理と権限、バックアップ
- 導入後:教育計画、立上げ手順、検収基準、稼働率/KPI設計
ねじ供給方式の選び方(圧送式/ピック式/カセット式)
- エア圧送式(ブロー):最短タクト向き。ねじサイズ・重量・ホース長の最適化が鍵。湿気/油分/ダスト管理が必須。
- ピック&プレース式:多品種・微小ねじ・非磁性材に有効。サイクルはやや長いが詰まりに強い。
- カセット/ストリップ式:段取り替えが多い現場で有効。品番切替の工数と誤投入リスクを低減。
評価観点:目標タクト、ねじ寸法/質量、段取り頻度、エア源の安定性、ダスト環境、ESD要件、保全スキル。
品質保証(OK/NOKロジックとデータ活用)
- 締付けプロファイル:高速仮締め→座面検出→トルク制御(角度監視)→保留(ねじ浮き検査)→結果記録。
- 異常検知:カムアウト、空転、ねじ長違い、タップ不良、座面異物の判定ルールを事前に定義。
- 再締付け条件:NOK時の再試行回数、速度/トルク変更、ビジョン再補正の自動分岐を準備。
- データ連携:全数のトルク・角度・CT・レシピIDをローカル/クラウドに保存し、工程内是正と追跡照合に活用。
安全と規格(協働ロボット適用時の注意)
- リスクアセスメント:ビット回転や供給ノズル周辺の挟まれ/刺突リスク、残留エネルギーまで評価。
- 力・圧力の検証:人接触が想定される場合は速度/トルク制限やセーフモーションを適用し、実測で検証。
- ツール設計:覆い・スリーブ、面取りエッジ、バネ機構で衝撃低減。非常停止や安全カテゴリは用途に合わせて設計。
以上のポイントを押さえてねじ締めロボットを選定することで、作業の自動化を成功させやすくなります。次は、具体的にどのメーカーがどのようなねじ締めロボットを提供しているのか、おすすめメーカーを確認してみましょう。
JET-Robotics編集部おすすめの代表的なメーカー

この章では、ねじ締めロボットを製造するメーカーを紹介します。貴社への導入を検討する際に参考にしていただけると幸いです。
また、JET-Roboticsでは、ねじ締めロボットを活用したねじ締め工程の自動化支援も行っております。
ロボットの導入成功まで専門家がサポートいたします。相談は無料ですので、ぜひ以下よりサービス詳細をご覧ください。
- 日東精工 / NITTOSEIKO
- バンガードシステムズ / Vanguard Systems
- セザキ / SEZAKI
- ジャノメ / JANOME
- 堀内電機製作所 / HORIUCHI ELECTRIC WORKS
- デンソーウェーブ / DENSO WAVE
※クリックすると該当箇所まで飛びます
日東精工 / NITTOSEIKO
| 会社名 | 日東精工 / NITTOSEIKO |
| 設立年 | 1938年 |
| 本社 | 京都府綾部市井倉町梅ヶ畑20番地 |
| 概要 | 工業用ファスナー、自動組立機械、計測制御・検査機器、医療機器 |
日東精工は「誠実を基とし、内外に信用を獲得し、地方の発展に寄与する」を基本方針としています。締結、組立、計測検査、医療の4つの事業が持つ中核技術を組み合わせ、融合を図るとともに、国内外のグループ企業と連携しつつ、あらゆる産業のモノづくりを支えている会社です。
ねじ締めロボットとして、推力可変機能付きYθ型ねじ締めロボット「NITOMAN® SR580Yθ-Z」や卓上型ねじ締めロボット「NITOMAN® SR395DT」を取り扱っています。SR580Yθ-Zのねじ供給はエア圧送式で、取出式に比べて、サイクルタイムを短縮することが可能であり、締付けポイント・ねじパラメータが増えたため、多品種対応やねじ締め本数が多い製品に最適なロボットとなっています。
SR395DTは高精度サーボシステムの採用により動作性能が向上し、作業時間を短縮可能であり、トルク、速度などねじ締め条件が個別に設定でき、樹脂材、薄板締結に最適です。
バンガードシステムズ / Vanguard Systems
| 会社名 | バンガードシステムズ / Vanguard Systems |
| 設立年 | 1986年 |
| 本社 | 埼玉県所沢市東所沢1-27-23 |
| 概要 | モーションコントロール製品を主体とした各種ドライバ・コントローラおよび応用製品の開発・製造・販売、テーピングマシンの開発・製造・販売・テーピング加工及び外観検査サービス |
バンガードシステムズは、テーピング技術や独自のモータ制御技術を応用した精密電動ドライバーを軸に、製品開発と加工サービスの両面から製造現場の品質向上と省力化に貢献する企業です。
「PRO-FUSEシリーズ」は、ロボット搭載を前提に設計された小型・軽量の電動ドライバーです。独自のモータ制御技術により高精度なトルク管理を実現し、微細ねじの安定締結に最適です。各種ロボットメーカーに対応し、自動化と品質向上に貢献します。
精密機器や電子機器をはじめ、医療機器や自動車業界で採用実績が多数あります。制御性とトレーサビリティに優れ、mN・mレベルの微細制御により樹脂やアルミなど多様な材質に対応し、安定した高品質な締結を実現します。
セザキ / SEZAKI
セザキは、圧送式、フィーダー一体型など、さまざまなネジ締め機を開発・製造しています。「ビスメイトシリーズ」は、M1〜M4の小径ネジや特注ネジにも幅広く対応が可能です。特にカスタマイズ設計に強く、ユーザーの要求に合わせた最適化を行いやすい点が特徴です。自動車部品や電気部品などの組立ラインなど、多様な製造現場で導入されています。
ジャノメ / JANOME
ジャノメは、ミシン製造で培ったモーター制御技術を活用し、産業ロボットでも高い制御精度を誇っています。ねじ締めロボットは「JR3000シリーズ」が代表機種として挙げられ、簡易的なプログラム操作で自動化を実現できる点が評価されています。ねじ締め専用ソフトウェアを搭載しており、初心者でも運用しやすい操作性が強みです。
堀内電機製作所 / HORIUCHI ELECTRIC WORKS
堀内電機製作所は、IoT技術にも積極的に取り組み、遠隔管理システムや遠隔操作システムなど幅広いソリューションを手がける点が特徴です。「DTNJR333-S001」は、ACサーボドライバーを任意で選択して動かすことができます。ロボットのティーチングペンダントによりドライバを含む全ての設定が可能で、簡単にトルク確認を行うことが出来ます。
デンソーウェーブ / DENSO WAVE
品質とサイクルタイムに、厳しい自動車部品業界から生まれたねじ締め作業専用のロボットを提供しています。水平多関節ロボット(HMシリーズ)にねじ締めに必要な制御機器などの配線・配管を含む専用ユニットを搭載し、ソフトウェアや周辺機器などもまとめてパッケージ化して、立ち上げスピードの短縮に貢献しています。
以上、おすすめメーカーを紹介しました。各社とも独自の強みや技術を活かしたねじ締めロボットを開発しており、用途や生産規模に合わせて最適な選択肢が見つかるでしょう。ぜひ本記事を参考に、製造現場の生産性と品質をさらに高めるねじ締めロボットの導入を検討してみてください。
よくある質問(FAQ)
Q. トルク管理はどのレベルまで必要?
量産では、目標トルクだけでなく角度ウィンドウや座面当たり検出を併用した二次元判定が実務標準です。特に樹脂や薄板では、座面直後の角度管理が不良低減に効きます。
Q. 協働ロボットなら安全柵は不要ですか?
用途により必要です。ねじビットの回転・刺突や供給ノズル周辺の挟まれはリスクが高く、速度制限/覆い/検知センサなどを含めたリスクアセスメント結果で決定します。
Q. ねじが多品種で段取りが大変です
ビット/ノーズのクイックチェンジ、ねじカセット化、レシピ一括切替、ビジョンの自動補正を組み合わせれば、段取り時間とミスを大きく削減できます。まずは「切替頻度が高い2〜3品」を優先最適化するのがおすすめです。
導入などでお困りでしたら以下からお気軽にご相談ください。
※JET-Roboticsの問い合わせフォームに遷移します。
一部の会社とは正式な提携がない場合がありますが、皆さまに最適なご案内ができるよう努めています。